企业免费推广平台

南京银丰橡塑机械有限公司双螺杆挤出机|单螺杆挤出机|塑料造粒机|造粒机
159****2401
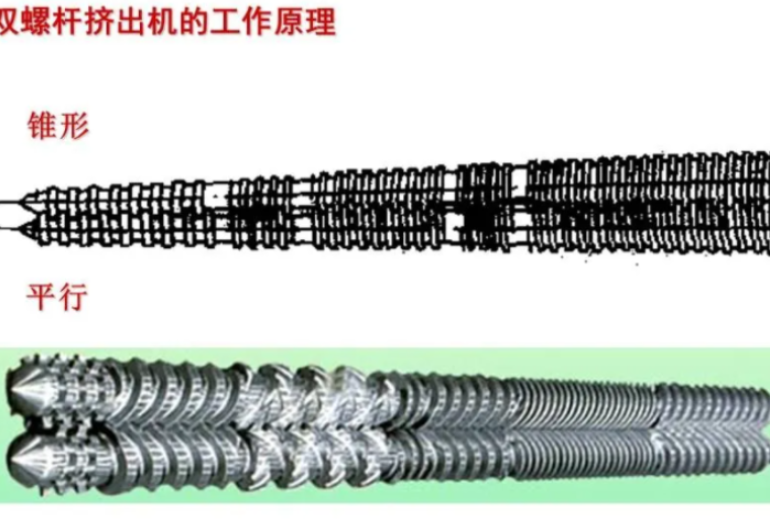
积木式挤出机螺杆和料筒。剖分式同方向平行双螺杆挤出机主机的挤出机螺杆、料筒均使用专业的“积木式”设计,挤出机螺杆由套装在芯轴上的多种类型的螺块组成,筒体内的内轴套依据螺块的差异可以调节,进而依据原料种类等方法标准要求灵活配搭出满意的螺纹元器件结构形式,进行原料的运输、塑化、细化、剪切,江苏管材双螺杆挤出机有哪些厂家、排气,江苏管材双螺杆挤出机有哪些厂家、建压以及挤压等多种方法过程,进而较切实解决了通常很难做到的常说的挤出机螺杆通用性的问题,实现一机多使用、一机多能的目的。 双螺杆挤出机采用变频调速,江苏管材双螺杆挤出机有哪些厂家、交流电机驱动或直流调速、直流电机驱动。江苏管材双螺杆挤出机有哪些厂家
平行双螺杆挤出机的应用范围广泛应用于橡塑和工程树脂的填充、共混、改性、增强、氯化聚丙烯和高吸水性树脂的脱挥处理;可降解母料、聚酰胺缩聚、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒、电缆用绝缘料、护套料、低烟低卤阻燃型PVC电缆料及各种硅烷交联料的制备等。小机型主要用于科研、教学。应用举例1、玻纤增强、阻燃料造粒(如:PA6、PA66、PET、PBT、PP。PC增强阻燃等)2、高填充料造粒(如:PE、PP填充75%CaCO。)3、热敏性物料造粒(如:PVC、XLPE电缆料)4、浓色母粒(如:填充50%色粉)5、防静电母粒、合金、着色、低填充共混造粒6、电缆料造粒(如:护套料、绝缘料)7、XLPE管材料造粒(如:用于热水交联的母粒)8、热固性塑料混炼挤出(如:酚醛树脂、环氧树脂、粉末涂料)9、热熔胶、PU反应挤出造粒。 南京管材双螺杆挤出机哪里有双螺杆挤出机机筒是挤出机的重要组成部分,就像挤出压缩成型系统一样。
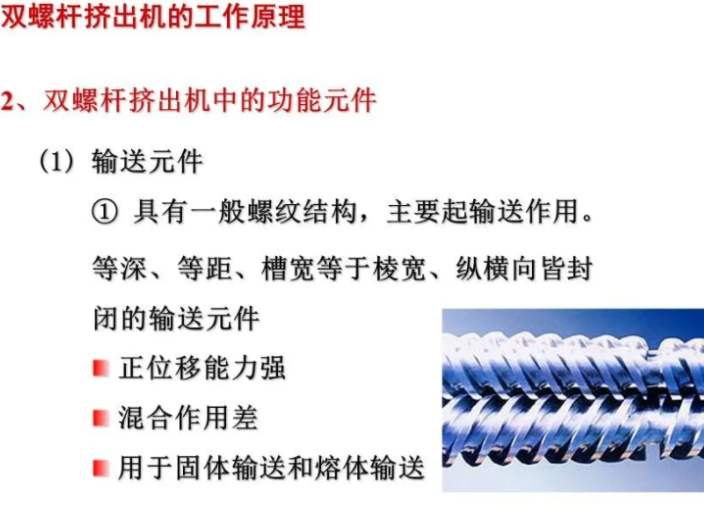
挤出机螺杆的作用是使胶料随螺杆旋转运动逐渐变为直线运动,向机头方向推移,并与机身相配合,压缩生热、软化搅拌,混合胶料。螺杆是由螺纹和圆柱体组成的。螺杆沿中心线有长孔,可通冷却水。螺杆的尾部装在止推轴承内,避免挤橡时产生反作用力把螺杆推出。螺杆的直径比机身的钢套内径稍小,即螺杆的直径与钢套内表面要有间隙,其间隙一般控制在螺杆直径的0.002~0.004倍。间隙太小会造成螺杆“扫膛”,产生磨损,甚至产生卡死螺杆的现象;间隙太大胶料回流影响挤出量,生产效率低,还会影响产品品质。
双螺杆挤出机的五个优势:1、双螺杆挤出机对树脂挤塑熔融的过程中形成的磨擦发热量少。2、树脂在双螺杆挤出机的料筒内熔融所受双螺杆啮合剪切功效平稳均衡,所以原材料被混炼熔融的质食比较好。3、原材料在料筒内熔融熔融时长较短(即原材料在料筒内停留的时间比单螺杆挤出机挤压熔融原材料在料筒内停留的时间短),生产率比单螺杆挤出机高。4、可直接用粉未在双螺杆挤出机内挤压、混炼熔融树脂,产品品质也较平稳,节约了聚氯乙烯等树脂用单螺杆挤出机挤压成型制品时要先混炼造粒步骤。5、双螺杆挤出机啮合转动运行,料筒内产成品可以自动清理。 双螺杆挤出机的选购是很重要的。
用于型材挤出的双螺杆挤出机通常是紧密啮合且异向旋转的,虽然少数也有使用同向旋转式双螺杆挤出的,一般在比较低的螺杆速度下操作,约在10r/min。高速啮合同向旋转式双螺杆出机,用于配混、排气或作为连续化学反应器,这类挤出机螺杆速度范围为300-600r/min。非啮合型挤出机用于混合、排气和化学反应,其输送机理与啮合型挤出机大不相同,比较接近于单螺杆挤出机的输送机理,虽然二者有本质上的差别。从运动原理来看,双螺杆挤出机中同向啮合和异向啮合及非啮合型是不同的。 双螺杆挤出机是根据你生产的物料来提供造粒方式的。南京高扭双螺杆挤出机
双螺杆挤出机没有易损件,因而它运转可靠,寿命长,大修间隔期可达4~8万h。江苏管材双螺杆挤出机有哪些厂家
筒体(barrel)是双螺杆挤出机两大工作部件的之一,另一个是螺杆,只有筒体与螺杆组成一对磨擦组,塑料、辅料和助剂才能充分混炼。如何延长筒体的使用寿命,降低更换频率,同时还能满足企业生产需求。需要我们了解影响筒体使用寿命的因素与其磨损原理,才能有效解决这个问题。底部套筒连接轴连接整个螺杆,这里是首节筒体的地方,通常也是加料区域,机械磨损比较厉害。在首节加入碳酸钙、滑石粉等等,这些助剂还没有熔融,基本处于固体状态,筒体内壁与固体直接磨擦,使得内壁磨损很厉害,这是一个重磨损区。在第5、6、7螺纹元件区,这里通常是添加玻璃纤维的地方,玻璃纤维是长丝,在进纤口会勒住八字孔尖角部位,在此处筒体会勒出很深的凹槽;另外玻璃纤维在高转速中剪切,相应地产生更多被撕碎的纤维,被撕碎的纤维含有锋利末端,令磨损力大为增加,磨损筒体内壁。 江苏管材双螺杆挤出机有哪些厂家
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
南京银丰橡塑机械有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

